































































 京公网安备11022802240303号
京公网安备11022802240303号
业务咨询:18010013889
展会接待:18010012139
中石油某净化厂甲醇回收工艺智能控制国产化系统顺利完成全流程调试并正式投用。这标志着智能控制国产化在工艺智能化升级领域取得实质性突破,更在赋能油气行业生产运营的实践中筑牢坚实根基,为国内油气流程工业的国产化技术替代树立了典型范例。

项目背景:甲醇回收装置的全面国产化
智能控制作为流程工业实现精细化、智能化管控的核心技术,是油气行业数字化转型的关键抓手。长期以来,国内油气行业高端智能控制系统多被国外技术垄断,智能控制与国产DCS系统适配的自主化程度较低。甲醇回收项目作为依托国产化DCS自控系统的组成部分,在现有 DCS系统基础上,创新实现 “国产化DCS系统 + 智能控制算法” 深度融合。
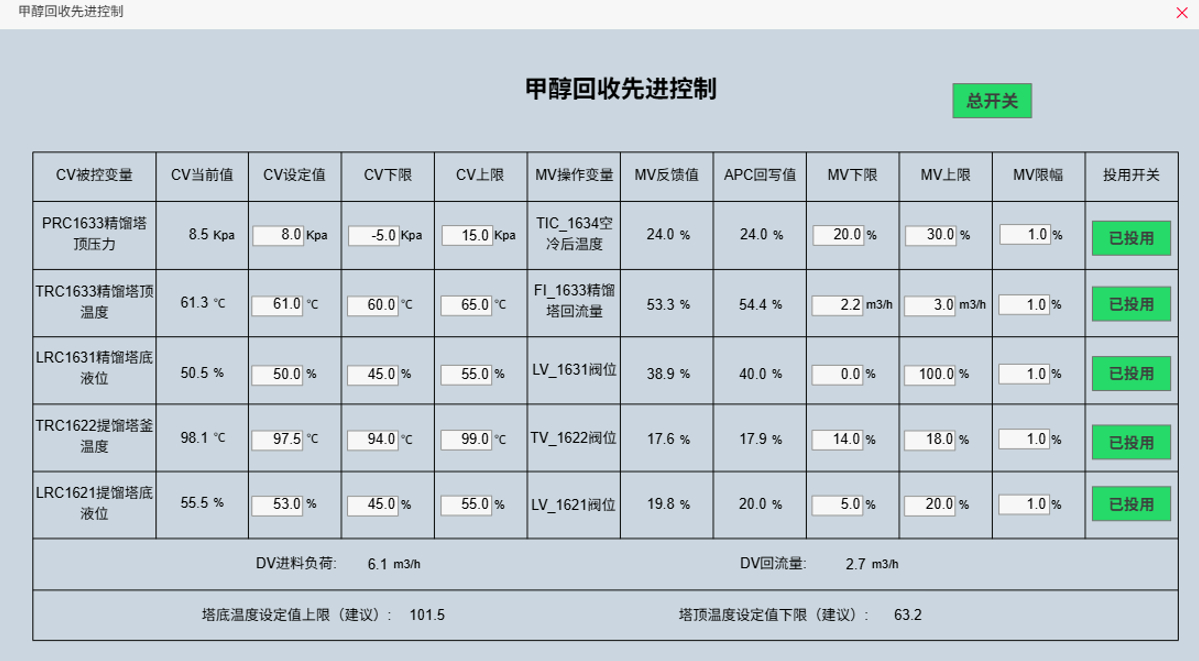
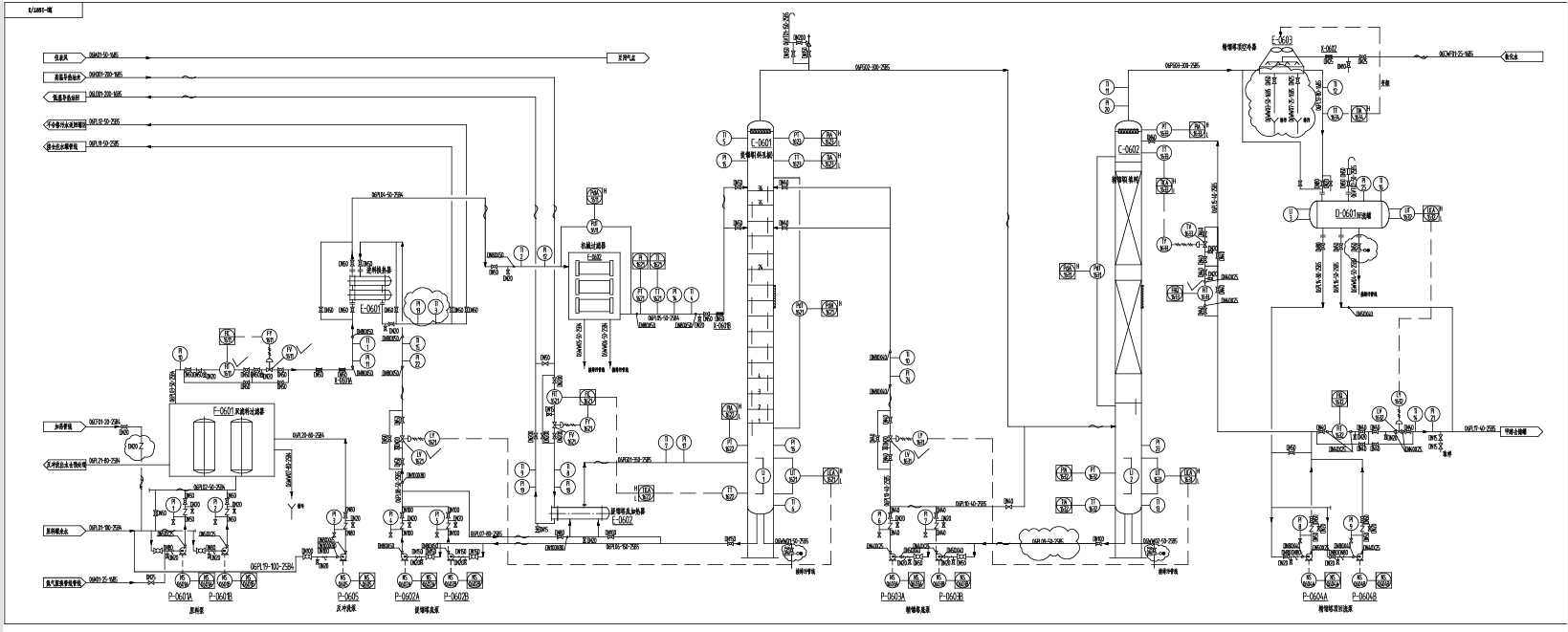
甲醇回收的主要设备为甲醇提馏塔和甲醇精馏塔。含甲醇、水的原料经预热后进入提馏塔。通过逐级闪蒸分离,含醇小于0.01%废水从提馏塔底分出,含醇大于95%的甲醇从精馏塔顶分出。
核心突破:数字孪生和智能控制的融合
项目自 2025 年 11 月启动以来,团队锚定甲醇回收工艺特性,历经“全面工艺调研→机理模型开发→适配算法研发→历史数据验证→多轮调试优化”全流程攻坚。
在模型开发过程中,建立了甲醇回收装置机理模型,并以此为依托,开发了智能控制算法。同时以历史运行数据为基准,对算法进行了详细的验证,对每一个细节进行了反复确认。在算法实现阶段,经过详尽的对比测试,确定了智能控制算法与DCS控制相融合的实现策略。
智能控制系统完成安装调试后,项目团队在实际生产工况下开展了针对性优化调试,通过多场景、多工况的测试验证,确保系统在不同生产条件下均能稳定、高效运行,实现了关键工艺参数的精准智能管控。
运行效果:实现降本增效与减人减负双赢
相较于传统控制模式,智能控制系统精准破解了甲醇回收工艺中多变量耦合、人工调整滞后、参数波动大等行业痛点,实现了工艺全流程的自动化、智能化控制。投用后,装置关键工艺参数波动幅度较投用前缩小50%以上,生产运行稳定性与工况动态响应速度得到大幅提升,工艺管控的精细化水平迈上新台阶。
参数的稳定控制不仅让甲醇回收装置的生产运行更平稳,有效降低了装置能耗与物料损耗,实现了节能减排与降本增效的双重效益,更通过全流程自动控制模式,摆脱了对操作人员实时盯控、手动调整的依赖,显著减少了人工干预频次70%以上,切实减轻了一线操作员工的工作负担,进一步提升了装置生产运营的本质安全水平。
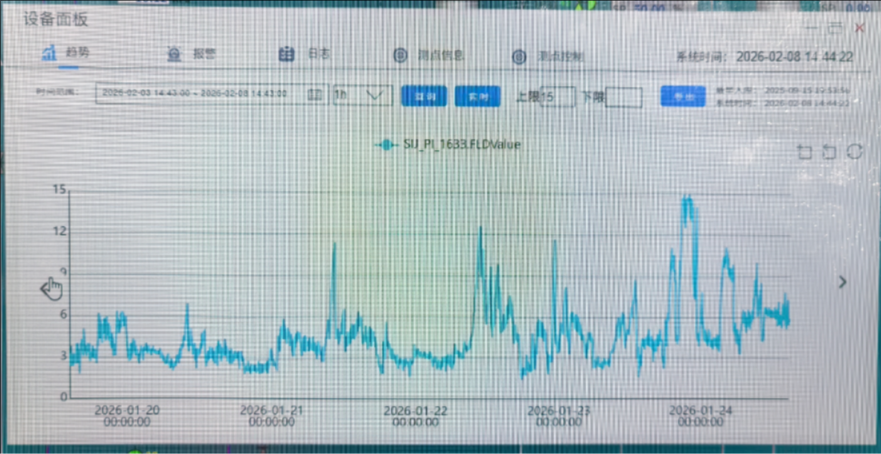
智能控制投用前
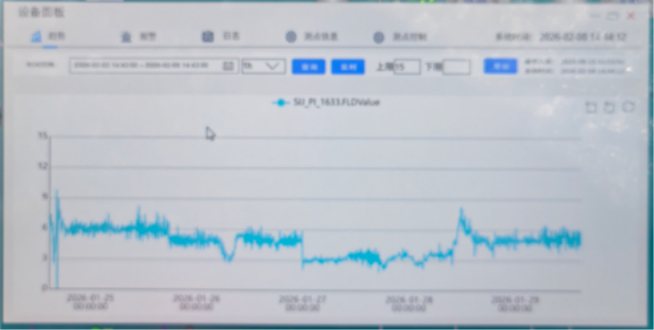
智能控制投用后
后期规划:推进全域智能化
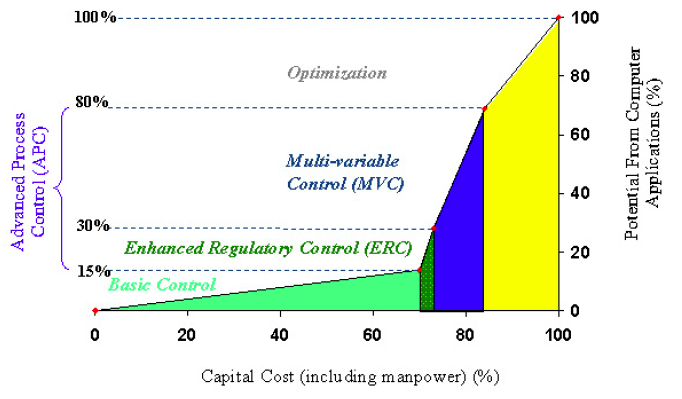
从基础控制到智能控制,是工业流程控制智能化发展的必然阶梯。在基础控制中,投入70%的成本,可以获取15%的收益。在此基础上,新增了10-15%的资本投入,预期收益将从15%增加到80%。可见智能控制是在基础控制回路的硬件投资的基础上,通过算法、软件和服务,进一步挖掘了潜能,智能控制和DCS的融合,进一步提升了效益。
智能控制国产化系统的成功试运行,为构建 “数据驱动、智能决策” 的生产管控模式奠定坚实基础,助力企业在降本增效、安全生产的智能化转型道路上持续迈进,更为国产化智能DCS系统的深度应用与迭代升级积累了宝贵实践经验。
 010-8902 4081 010-8902 4091
010-8902 4081 010-8902 4091
 北京市密云区兴盛南路7号院
北京市密云区兴盛南路7号院
 101500
101500
